
Handling Retort Processing of High-Protein Foods and How to Build a High-Protein RTE Product That Comes Out Right
High protein retort food development starts with understanding what heat does to protein. Learn the science, quality risks, and how to optimise your retort process.
A lot of manufacturers come to retort processing with a solid product in hand. Good protein source, clean formulation, taste profile they're happy with. Then the product goes through the retort and something changes. The texture isn't right. There's unexpected browning. Or the nutritional profile on the finished product doesn't quite match what the raw formulation promised.
This isn't bad luck. It's chemistry and thermodynamics at play. And once you understand what's actually happening to protein under retort conditions, you can start making the formulation and process decisions that prevent it.
This article covers the science of what retort processing does to protein, why certain products are more vulnerable than others, and the formulation and process principles that give manufacturers the best chance of getting it right.
What Retort Processing Does to Protein
Retort processing sterilises food inside a sealed container using high temperature (typically 121°C / 250°F) and elevated pressure. The goal is commercial sterility , eliminating all pathogens and spoilage organisms to a level safe for ambient shelf storage. For most food components, retort conditions are manageable. For proteins, they are a direct challenge.
Denaturation : When It Helps and When It Doesn't
Proteins are chains of amino acids folded into precise three-dimensional structures held together by hydrogen bonds, hydrophobic interactions, and disulfide bridges. These structures determine how a protein behaves , its texture, functionality, and digestibility. Heat disrupts these bonds. When the bonds break, the protein chain unfolds. This is denaturation.
Myosin, the primary structural protein in meat and poultry, begins to denature at around 50 to 55°C. Actin follows at 65 to 70°C. Whey proteins in dairy products start unfolding between 60 and 80°C. Legume proteins like legumin and vicilin denature in the 80 to 90°C range. Casein, uniquely, remains relatively stable even at 120°C, which makes it far better suited to retort conditions than whey.
Protein | Food source | Denaturation onset |
|---|---|---|
Myosin | Meat, poultry, seafood | ~50–55°C |
Actin | Meat | ~65–70°C |
β-lactoglobulin (whey) | Dairy | ~60–80°C |
Casein | Dairy | Stable to ~120°C |
Legumin / Vicilin | Legumes, pulses | ~80–90°C |
Soy protein | Soy-based products | ~70–85°C |
By the time a retort pouch reaches 121°C, most of these proteins have been denatured long before the sterilisation cycle is complete. That's unavoidable. But denaturation alone isn't necessarily the problem. Moderate denaturation actually improves protein digestibility by unfolding the chain and making it easier for digestive enzymes to access. Research shows digestibility can improve by 5 to 15% with moderate thermal treatment compared to raw food. [1]
The real problem starts when denaturation goes too far and tips into aggregation.
Aggregation and What It Does to Texture
When a protein over-denatures, it exposes hydrophobic regions that were previously folded inward. These regions bond with the same exposed regions on neighbouring denatured proteins, forming larger, disordered clumps. This is aggregation, and it's the direct cause of most texture failures in retort products.
In meat and poultry, it starts with toughening and ends , with enough over-processing , in a fibrous, mushy collapse. In dairy products, whey protein aggregation causes graininess, gelation, and visible whey separation. In legumes and pulses, you lose the structural integrity of individual pieces and end up with a pasty, mealy texture that no sauce or seasoning can fix.
The extent of aggregation comes down to three variables: temperature, time, and protein concentration. All three are controllable, which is why process design matters as much as formulation.

The above image shows gg that is slightly denatured compared to extreme protein aggregation due to heavy thermal processing
The Maillard Reaction - Browning, Flavour Change, and Lysine Loss
Milliard reaction occurs in any product where reducing sugars and free amino groups are present together under heat which covers most high-protein retort foods. Meat products containing marinades, sauces, or vegetables, legume-based dishes, and cereal or grain-containing meals are all susceptible. Dairy products especially just make it most visible because lactose, the reducing sugar naturally present in milk, reacts readily with lysine in milk proteins at retort temperatures.
The reaction itself is a chemical bond between a reducing sugar (lactose in dairy, glucose or fructose in fruit, vegetable, or sauce-containing products) and the free amino group on lysine. At retort temperatures this reaction accelerates significantly, producing brown-coloured compounds and shifting the flavour profile toward cooked, caramelised, or roasted notes depending on the product. [2]
The colour change is visible. What isn't visible is more significant: the lysine that has reacted is now chemically blocked and the body cannot absorb or use it, even though it still shows up as protein in standard nitrogen-based analysis. Studies have reported 15 to 40% available lysine loss in severely processed dairy and meat products. [3]Products containing added sugars, fruit purees, or high-starch vegetables alongside protein ingredients are at similar risk if the process is not well controlled.
This has a direct implication for nutritional labelling. A product tested before retort processing may appear to meet its protein quality targets. The same product after processing may fall measurably short not because total protein content changed, but because a portion of it became biologically unavailable.
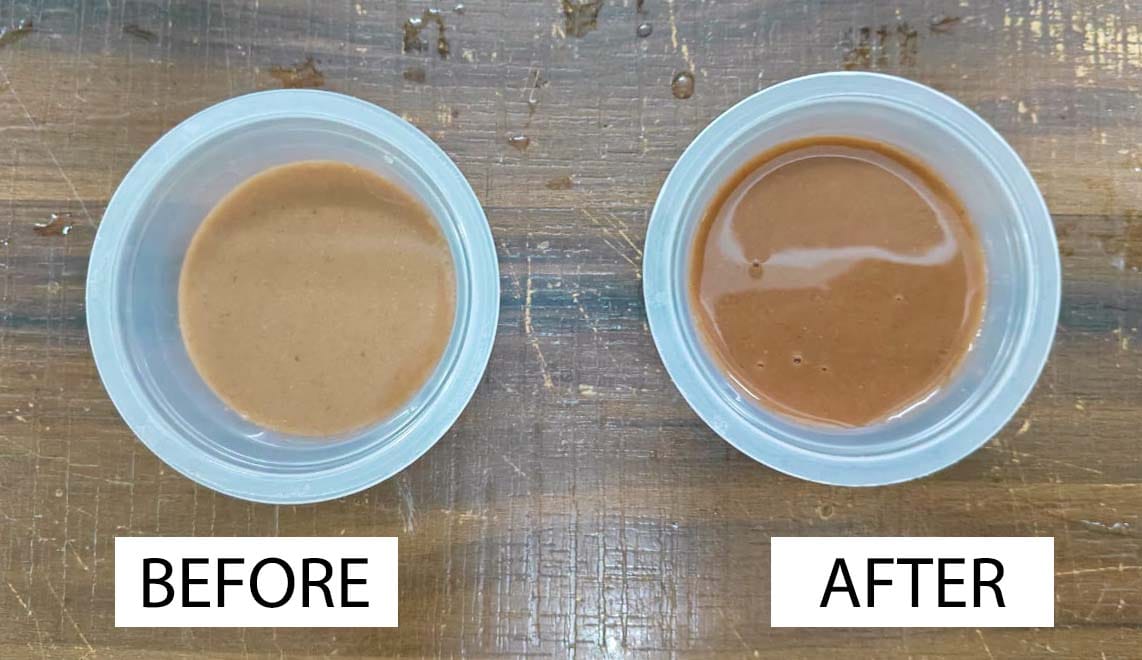
The above picture shows a cocoa drink undergoing maillard reaction when thermally processed in a retrort. This color change can be minimized with proper process optimization.
Understanding Protein Quality Scores — PDCAAS and DIAAS
Two scoring systems are used internationally to measure protein quality, and both are affected by retort processing:
PDCAAS (Protein Digestibility Corrected Amino Acid Score) measures the amino acid profile of a protein against human requirements, corrected for digestibility. A score of 1.0 is the maximum, indicating the protein meets all essential amino acid requirements at the required digestibility level.
DIAAS (Digestible Indispensable Amino Acid Score) is the newer FAO-recommended method. It measures absorption of each essential amino acid in the small intestine specifically, making it a more accurate reflection of true nutritional value. Unlike PDCAAS, it is not capped at 1.0. <sup>[4]</sup>
When Maillard-blocked lysine reduces the available lysine content of a retort product, both scores drop because lysine is a limiting amino acid in many common protein sources. For any product carrying a high-protein claim, these scores should be measured on the finished retort product, not the raw ingredients going in.
The F0 Value : Why Over-Processing Is the Real Enemy
F0 is the measure of thermal lethality delivered to a product, expressed as equivalent minutes of processing at 121.1°C. The regulatory minimum for low-acid foods (pH above 4.6) is F0 = 3, which achieves a 12-log reduction of Clostridium botulinum spores ; the baseline safety requirement for any sealed, ambient-stable product.[5]
For most high-protein products, though, F0 = 3 is nowhere near the actual process target. Dense, protein-rich matrices slow heat penetration significantly. The outside of the product reaches sterility while the centre is still catching up. To deliver the required F0 at the coldest point in the container, the process has to run longer. Vegetable piece products typically require F0 6 to 10. Meat and poultry sit in the range of F0 6 to 12. Dairy and milk-based products often require F0 8 to 15 or higher.
The higher target is driven by physics, not excessive caution. But what follows from this is critical: the target is the minimum F0 that reliably achieves sterility at the cold spot, determined by actual heat penetration data. Every minute of processing beyond that minimum adds thermal load to the protein without adding safety. Over-processing is the primary cause of protein quality failure in retort products. Understanding the microbial targets and lethality requirements behind your process helps you push back on unnecessary safety margins with evidence rather than guesswork.
How to Minimise Protein Damage — Best Practices for Manufacturers
With the science established, here are the practical controls available at the formulation and process level.
Formulation-Level Controls
- Reduce reducing sugars where possible. In dairy products, lactose is the primary Maillard trigger. Ultrafiltration or diafiltration of dairy ingredients reduces lactose content and measurably reduces browning used in premium retort dairy products. In fruit-containing products, consider the sugar profile of added ingredients.
- pH management. The Maillard reaction proceeds faster at higher pH. Minor pH adjustment towards the lower end of the permissible range (while remaining within low-acid classification) can slow browning kinetics without significantly affecting flavour.
- Choose heat-stable protein sources where formulation flexibility allows. Casein-dominant dairy formulations are significantly more heat-stable than whey-dominant ones. Among legumes, some fractions are more stable than others.
- Antioxidants. Ascorbic acid and tocopherols can slow oxidative protein damage during thermal processing in certain product types.
Process-Level Controls
- Use short time retort profiles. This is the single most impactful process-level lever for protein quality. The principle: slightly raising the retort temperature and reducing process time delivers the same F0 (same microbial lethality) with less protein damage. This works because bacterial thermal death kinetics are steeper than protein degradation kinetics bacteria are killed proportionally faster when temperature rises than proteins are damaged. The result is more sterility per degree of heat, and less cumulative thermal load on the protein. This approach requires precise process design and validated heat penetration data to implement safely. Consider selecting a retort system capable of rapid heat-up and cool-down rates to make HTST profiles achievable. This will depend on the product type and ingredients used.
- Optimise fill temperature. Filling product at a higher temperature reduces come-up time in the retort the period during which the product is at intermediate temperatures where Maillard reaction and protein damage accumulate without yet delivering meaningful lethality.
- Container selection. Thinner containers and smaller pack sizes have shorter heat penetration paths to the cold spot, allowing lower process times for the same F0. Matching container format to product type is a fundamental product development decision with direct quality implications.
- Agitation retorts. For pumpable or semi-liquid products, rotary or rocking retort processing improves heat distribution through product movement, achieving more uniform heating and potentially allowing lower overall process times.
The starting point for all pre-processing decisions that feed into retort quality should be an understanding of how each ingredient and process step contributes to the total thermal load.
Why Thermal Validation Is Not Optional
Everything discussed above - minimum F0 targeting, HTST profiling, container selection etc. depends entirely on one thing to be actionable: thermal validation data.
Validation tells you exactly what your process is delivering to the coldest point in your specific container, with your specific product. Without it, you're estimating. Estimating too low is a food safety failure. Estimating too high means you've been over-processing every batch, damaging the protein quality you spent the development phase trying to protect.
Heat penetration studies identify the cold spot location in the container and measure the heating rate of the specific formulation. This data determines the minimum process time at temperature to achieve the target F0 at the cold spot. At Joeltech, we use Ellab heat penetration systems for this work. Precision data loggers that capture actual temperature profiles throughout the product during the retort cycle, giving you data you can rely on for process design and regulatory filing.
Alongside heat penetration, retort qualification testing (IQ/OQ/PQ) confirms that the retort equipment itself performs consistently. A validated process running on an unqualified retort is not a validated process. Equipment qualification establishes that the retort delivers the temperature and pressure profile it is programmed to deliver, every cycle, without variation.
For products intended for the US market, thermal validation forms the basis of the Scheduled Identification Number (SID) that must be filed with the FDA before commercial production of any low-acid canned food under 21 CFR Part 113. This filing must be prepared by a recognised Process Authority. The full requirements and process for FDA-compliant retort process development are worth understanding early, before your product is already in scale-up.
Conclusion
Protein quality in a retort product is not fixed at formulation. It is shaped at every stage of thermal processing. Denaturation, aggregation, Maillard browning, and lysine loss are all predictable outcomes of applying the wrong process to a protein-rich food and all of them are avoidable with the right combination of formulation choices, process engineering, and validated data.
Manufacturers who take this seriously produce products that are genuinely high in protein, shelf-stable, and consistent batch to batch. That's the standard worth building toward.
Ready to Develop a High-Protein Retort Product That Delivers on Quality?
Joeltech Systems supports food manufacturers as a Process Authority, from early product development and formulation review through heat penetration studies, retort qualification, and FDA process filing. If you're developing a high-protein RTE product and want to get the science and the compliance right from the start, get in touch with the Joeltech team.
You can also explore our validation client case studies or learn more about our retort processing services.
References
- Rehman, Z. & Shah, W.H. (2005). Thermal heat processing effects on antinutrients, protein and starch digestibility of food legumes. Food Chemistry, 91(2), 327–331.
- Van Boekel, M.A.J.S. (2001). Kinetic aspects of the Maillard reaction: a critical review. Nahrung/Food, 45(3), 150–159.
- Mauron, J. (1990). Influence of processing on protein quality. Journal of Nutritional Science and Vitaminology, 36, S57–S69.
- FAO (2013). Dietary Protein Quality Evaluation in Human Nutrition. FAO Food and Nutrition Paper 92. Rome: FAO. https://www.fao.org/ag/humannutrition/35978-02317b979a686a57aa4593304ffc17f03.pdf
- U.S. FDA, 21 CFR Part 113. 21 CFR Part 113 -- Thermally Processed Low-Acid Foods Packaged in Hermetically Sealed Containers